


Traditional CMM or portable CMM? Choosing the right measurement
Whether you work in aerospace, automotive, machinery, or any other sector where tolerances are unforgiving, the question almost always comes up: Should we invest in a traditional CMM or a portable CMM arm?
Essentially, both systems measure the same thing: geometry, dimensions, GD&T features. Yet they do it in fundamentally different ways, and that difference has real consequences on your workflow, your costs, and the quality of your inspections.
And now it’s time to break down this dilemma!
What is a traditional (fixed) CMM?
A Coordinate Measuring Machine (CMM) is a fixed, high-precision measurement system built around three axes: X, Y, and Z. A motorized probe moves along these axes with extreme accuracy, guided by high-precision sensors that track displacement in real-time and transmit data to the CMM software.
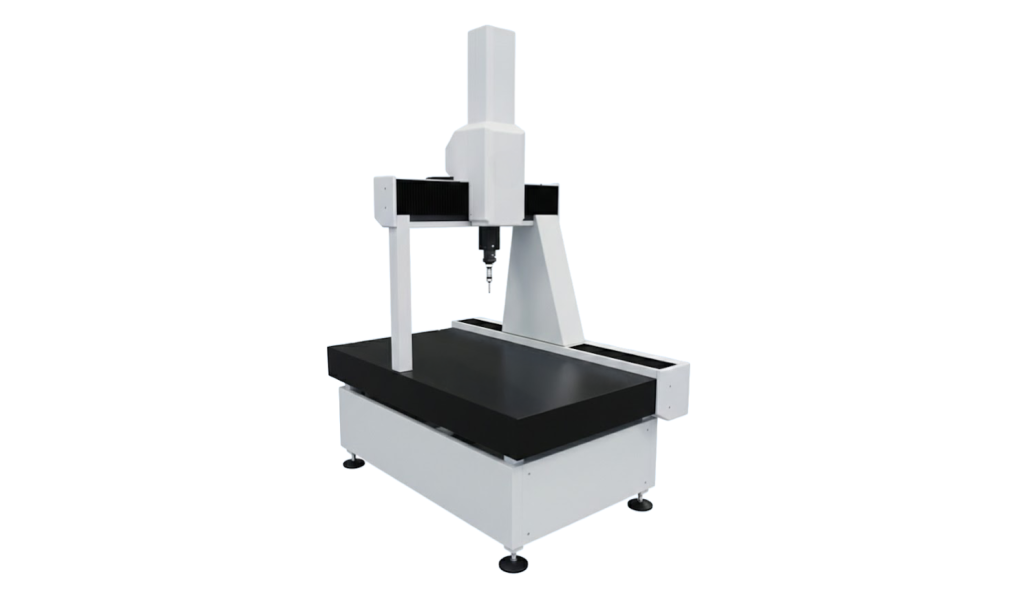
The result is an automated, repeatable measurement process capable of accuracy down to 1.2μm, a level of precision that simply cannot be matched by manual systems.
Once programmed, a CMM can inspect hundreds of identical parts with no operator intervention, making it the reference tool for batch production environments, certified metrology labs, and safety-critical components.
The tradeoff is well known in industry. A fixed CMM requires a controlled environment: stable temperature around 20°C ±2°C, low vibration, and clean air (some models use linear motor instead of air bearings). It also demands a trained operator who can write and manage part programs, and it requires parts to be transported to the machine rather than the other way around. For example, for large or delicate components, that transport step alone introduces risks, handling stress, deformation, and scheduling delays.
What is a portable CMM arm?
A portable CMM arm (sometimes called articulated arm or measuring arm) works on a completely different principle. Instead of linear axes, it uses rotary encoders placed at each joint – shoulder, elbow, wrist – to calculate the probe’s position in 3D space based on the angles of each segment and the known length of each arm section.

The operator holds the arm and moves the probe manually around the part, accessing features, internal features, and complex geometries that a fixed CMM might struggle to reach. The system is lightweight, typically 10kg, and designed to work directly on the shop floor, next to the machine tool, or even inside an aircraft fuselage.
Portable arms can integrate both contact probes and laser scanners, opening the door to reverse engineering, CAD comparison, and rapid surface inspection. Their accuracy reaches up to 0.012mm, excellent for most industrial applications, though not at the level of a fixed CMM operating under laboratory conditions.
Where each system excels
Fixed CMMs are the best choice where accuracy is non-negotiable and volumes are high. Automotive mold verification, aerospace component certification, and medical device manufacturing: these are environments where a 1.2μm capable system, running automated inspection cycles overnight, proves its ROI over time.
Portable arms earn their place wherever flexibility matters more than absolute precision. Inspecting large welded structures, validating tooling alignment on the production floor, checking first articles without waiting for a lab slot, or performing dimensional audits directly on an assembly line: all these scenarios, bringing the measurement to the part is simply more efficient than the reverse.

At last, there is also a cost dimension worth considering. The entry cost for a portable arm is significantly lower than that of a fully configured fixed CMM, and the infrastructure requirements (no climate-controlled room, no compressed air in many cases, no extensive programming setup) make them accessible to smaller shops or quality reams that need measurement agility without a major capital commitment.
Accuracy, environment, and the human factor variable
One aspect that rarely gets enough attention in these comparisons is the role of the operator. A fixed CMM, once programmed with its measuring software, removes variability from the equation. The machine follows its routine regardless of who pressed the motor on.
A portable arm operates manually by nature. The measurement result depends on how steadily and consistently the operator moves the probe, how carefully the arm is positioned relative to the part, and how well the coordinate system is established. Skilled users can achieve excellent repeatability, but the learning curve is real, and the risk of measurement inconsistency is higher in busy, noisy shop floor conditions.
The hybrid approach: getting the best of both
Over recent years, many quality departments have not framed this dilemma as an either/or decision. A portable arm can be used for first-article check, online verification, and field inspections. A fixed CMM takes over for final certification, SPC, and high-volume automated runs.
When the two systems share a common data platform, the workflow becomes powerful: field data informs lab programs, deviation detected on the flow triggers targeted CMM analysis, and full inspection traceability flows across the production lifecycle. The efficiency gains in that kind of integrated setup are documented through automotive and aerospace supply chains.
So, which one should you choose?
And the final answer is…. it depends!
Start with your parts: How big and complex are they? How tight are the tolerances? Can they be moved safely to a lab, or does measurement need to happen on-site?
Then look at your volumes. Automation justifies its cost when the same program runs hundreds of times. For lower volumes or highly varied part families, the flexibility of a portable arm often delivers better throughput.
Finally, check your environment and your workspace carefully (whether it is about a metrology lab or a shop floor). A fixed CMM in a poorly controlled room will underperform. Conversely, a portable arm used inconsistently will produce unreliable data. The best measurement system is the one that fits your actual operating conditions.
We must remember that measurement is also about choosing the right tool, and knowing exactly why.