


Measuring the excellence: How Optec integrates TouchDMIS in high-precision optical systems manufacturing
For over forty years, OPTEC has built a unique reputation in the European technology landscape. Founded in 1985 by five engineers from major aerospace companies, the company has grown into an integrated group covering the entire high-performance optical manufacturing supply chain: optical design, precision mechanics, coating, additive manufacturing, and aerospace-grade finishing, with facilities active in Italy and the United States.
A group built on precision
The group, under the GRM holding, currently employs 95 people and is structured around its main company, OPTEC, which handles optical system design and final assembly, alongside OPTomec (the in-house machine shop), ODL Coating (PVD coating on optical and non-optical substrates), PrintCube (3D printing with technical materials from PA – carbon-filled peel to titanium), TecnoSpace (ASI and ESA-certified special coatings and paintings for satellite applications), and OPTEC America, a US subsidiary managing on-site production for several strategic American partners.
Tolerances that leave no room for compromise
OPTomec’s machining activity focuses on producing mechanical housings for optical elements (lens, barrels, prism mounts, diaphragm seats) across application domains spanning medical, military, space, and defense. The applicable normative framework is the ECSS standards for space programs and MIL-specs for military applications, and the dimensional requirements involved, in the field of precision optics, leave no margin for ambiguity, with a typical tolerance range between ±0.010 mm and ±0.200 mm.
As Matteo Cilia, the group’s Chief Operating Officer, puts it: “We work in hundredths of a millimeter, that’s standard practice. The issue is that geometries and materials have become far more complex, and the tolerances keep getting tighter“. Linear tolerances – distances, positional dimensions – represent the more manageable part of the workload. The real metrological challenges arise with geometric tolerances: flatness, parallelism, squareness, and concentricity. These are not solely dependent on machining quality; they are conditioned by the inherent behavior of the material, wall thickness, and the residual stresses and deformations that develop during the manufacturing process.
The challenge is structural: components must be lightweight, machined from titanium, superalloys, silicon-rich aluminum, Invar, and Super Invar, while simultaneously maintaining roundness and freedom from form deviation on the lens seating bores. Circularity and thin walls are two requirements that naturally conflict, and striking the right balance between them is a challenge that recurs with every new part number. OPTEC’s response has been to invest in four new machining centers within OPTomec and, in parallel, to equip the quality department with a measurement system capable of matching those demands.
The metrology room as critical infrastructure
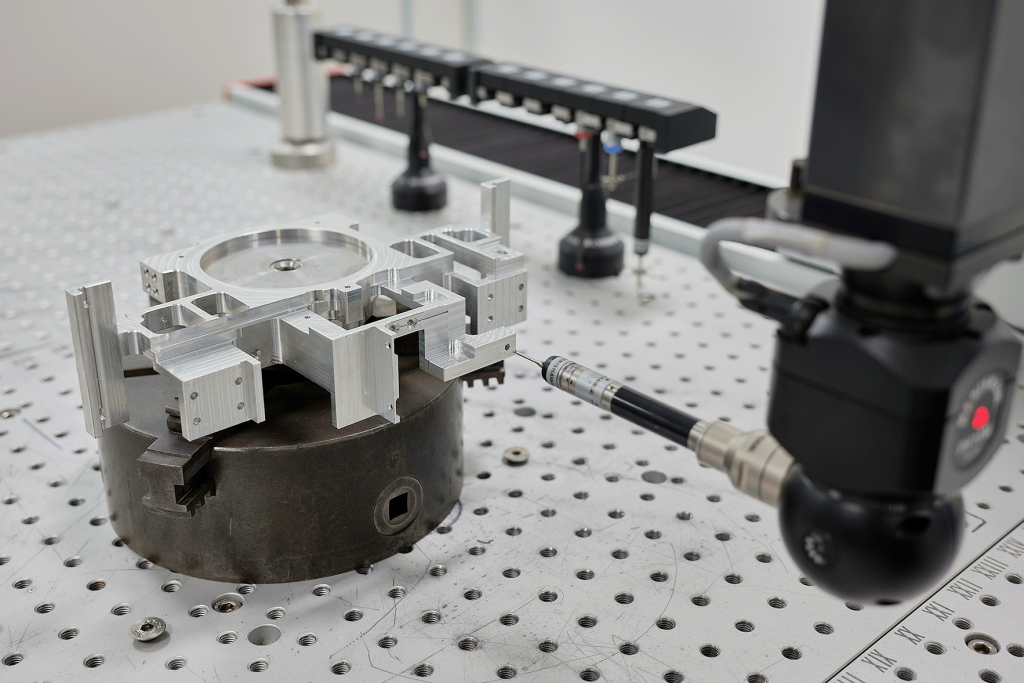
Approximately 80% of the parts produced by OPTomec pass through the metrology room. This is not a sampling inspection or a final acceptance check; it is a systematic in-process measurement, integrated into the production flow, providing real-time feedback to the machining team to enable corrective action while parts are still in-cycle. The metrology room is maintained at a constant 20°C, 24 hours a day, with controlled humidity and compressed air filtered for both particulate contamination and moisture. These environmental conditions eliminate thermal expansion as a measurement uncertainty contributor and make external thermal sensors compensation probes unnecessary.

Production runs in small batches, typically between 3 and 10 parts, without the serial repeatability characteristic of automotive or high-volume manufacturing environments. This means every measurement session is unique: different fixturing setups, different part geometries, different features to verify. Just seldomly, there is the opportunity to run existing programs; most of the time, each part is new, so it demands a specific measurement strategy. The CMM probes configuration, the fixtures, and the software must be flexible and efficient enough to keep pace with production.
TouchDMIS integration: from installation to operational autonomy
The CMM at OPTomec, a Coord3 Ares NT 10-7-7, runs with TouchDMIS software. The machine is equipped with a Renishaw® PH10 probe head, several types of TP20 modules, and an extensive range of styli that cover their sophisticated production. Initial software training was carried out by Enrico Rota, Coord3’s application engineer, delivered partly on-site and partly remotely. Training and subsequent support were aimed at introducing the CMM in the metrology room, ensuring maximum contribution to production, mechanical design, and communication between the two departments. The primary software operator is Francesco Lacerra, a technician with direct experience in machining operations. His background is far from incidental; as he notes, “If you don’t understand how the part was made, it’s difficult to measure it and to provide meaningful feedback to production”. In this context, metrology is not distinct from manufacturing but reflects it.
On the learning curve, the assessment from the operator who uses TouchDMIS daily is straightforward: core software proficiency is achieved within a few days of practice. Following the structured training and hands-on support period, during which the primary measurement strategies were established, the CMM operator was able to manage part complexity and achieve full operational autonomy in a short timeframe.
The day-to-day measurement workflow
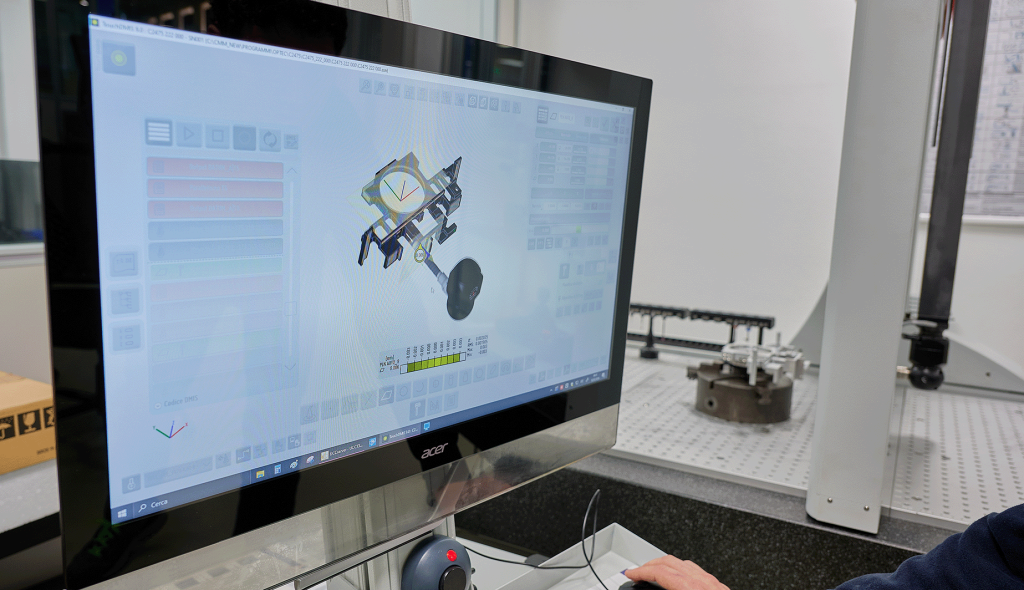
In a typical workday, Francesco inspects components that the production worked on the previous day or earlier that morning. A session is loaded in TouchDMIS, the CAD model is imported, and an initial manual alignment is performed, followed by a CNC alignment; a procedure that, for repeat batches of identical parts, can bypass the manual phase entirely and delegate the full workpiece coordinate system establishment to the automatic re-alignment routine, delivering a significant cycle-time reduction. Best-fit alignment is reserved for components with curved surfaces that lack planes aligned to the machine axes, where stylus qualification in angled configurations is required, and non-conventional part coordinate systems must be adopted.

On the reporting side, OPTEC assigns a sequential index number to each measured dimension and cross-references it with the corresponding callout on the engineering drawing. This ensures that anyone receiving the measurement report has a quick reference for every verified tolerance. Some components include more than 120 measured features and up to 14 datums, a level of complexity that makes a clear, easy-to-navigate report output essential. During busy production periods, they used the tabulated report; when time allows, the graphical report is exported with the deviation map overlaid on the CAD model, providing a visually intuitive way to communicate measurement results to the machining and design teams.
Discovering fitting algorithms: when the CMM reveals what the eye cannot see
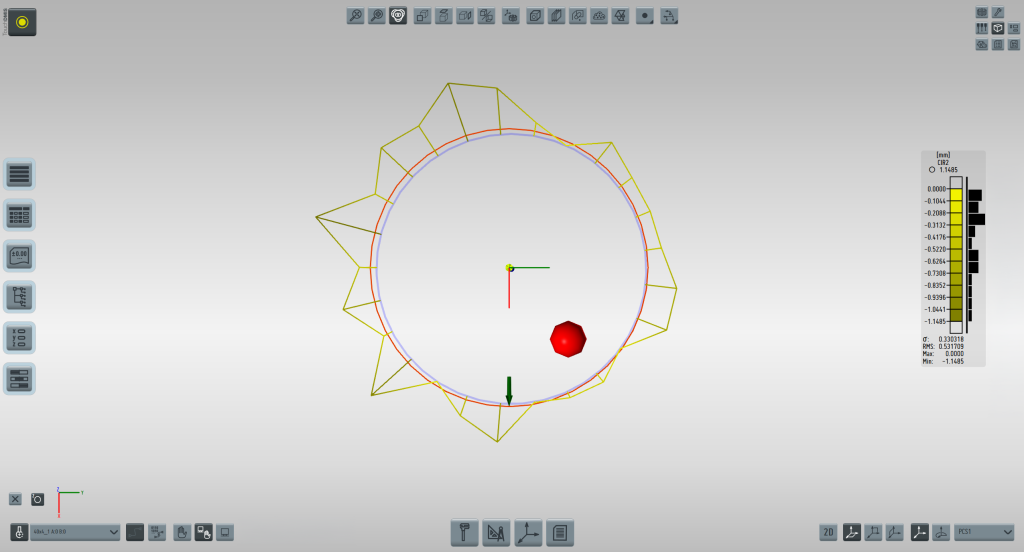
One of the most significant episodes in OPTEC’s experience with TouchDMIS involves the measurement of internal bore diameters on lens seating components. In a specific case, the CMM was returning diameter values within drawing tolerance, yet a plug gauge would not pass. An apparent contradiction that concealed a real functional program: part deformation.
Working together with Enrico Rota, operator Francesco investigated the fitting algorithm options available in TouchDMIS. The default diameter measurement, based on a least-square fitting, computes an average diameter that does not necessarily represent the functional geometry of the bore. Switching to the maximum inscribed circle algorithm, which identifies the largest circle that fits entirely within the measured point cloud, revealed that the part was, in fact, out of tolerance due to form deviation: the thin wall had deflected during machining, producing an elliptical or lobate bore section, with a real inscribed diameter below the lower specification limit, something that mean-fit algorithm has masked.
This episode directly influenced the measurement methodology adopted at OPTEC: internal diameters on lens seats are now systematically evaluated using the fitting algorithm that reflects functional intent, not the software default. Roundness and bore form have become explicit inspection criteria rather than implicit assumptions. The metrology room has also begun to play an active role in dialogue with the mechanical design function: when a dimensional requirement proves physically difficult to meet due to part geometry or material behavior, the measurement data serves as the basis for a technical review between metrology, machining, and design, to revise the specification where justified or identify an alternative manufacturing strategy.
A shared philosofy: simplicity in the service of complexity
Matteo Cilia, who personally selected TouchDMIS before a dedicated operator had even joined the team, summarized the software’s appeal as follows: “Watching Enrico use TouchDMIS was remarkable. He was fast, and he conveyed just how intuitive the software really is“. In an industry where technical complexity is already abundant with tighter tolerances, difficult-to-machine materials, and continuously varying part geometries, and stringent normative requirements, CMM software that reduces cognitive load for the operator is an efficiency multiplier, not a peripheral tool.
The path OPTEC has taken with TouchDMIS is one of progressive integration: from initial training through application-specific support, to the development of in-house metrology competencies capable of closing the loop between production, measurement, and design. A quality chain that, in a company manufacturing components destined for satellite orbits, cannot afford a weak link.
A huge thanks to Matteo Cilia and Francesco Lacerra, for sharing their time and insights. You can find OPTEC activities on their website.
And also thanks to Enrico Rota, who supported our marketing team in the interview and during the installation of the Coord3 CMM and TouchDMIS at OPTEC.
You can download a copy of this case study here ➩ TouchDMIS-OPTEC case study